随着LCD液晶显示屏在手机、平板电脑、电视和汽车等领域的广泛应用,与其配套的加工设备的切割质量及效率越来越受到人们的重视。在液晶显示器的生产制造中,为了提高生产效率,降低制造成本,形成规模的批量生产,往往是在一张较大的玻璃上制作多个液晶显示器,丝印成盒后的玻璃上有多组液晶显示器的单元,要把这些小单元分割开才能进行液晶灌注,切割工序就是把整盒的玻璃分裂成液晶显示器的单体。目前,比较常见的切割工艺有刀轮切割、激光切割及水射流切割几种工艺技术。
刀轮切割原理与发展历程
首先,将前道工序制备的液晶空盒,固定在切割机工作台上,通过刀轮沿玻璃上的切割标记在一定压力下划动,在玻璃上形成一条深度和宽度一致的切口,该设备的精度和速度直接影响到产品质量和生产效率。刀轮运动的轨迹称为切割线。切割过程中每组液晶显示屏的四个角都有一个切割标记。
刀轮切割工艺流程如图1所示,由于液晶显示器的引出电极面要露出,因此显示器有上下玻璃大小之分。确认好上下片之后,将玻璃放在切割机平台上固定,设定切割数据(包括切割次数和步进距离等),调切刀的切深和切压,在玻璃的边缘无图形处做试切,调好后可批量切割。切割后的玻璃要进行裂断,裂断是用裂片机完成,裂片的原理是在有切割刀痕的玻璃背面施加一定压力使玻璃发生微小形变,玻璃沿切割线裂开。如图2所示。裂开后的液晶盒为方便灌注液晶,要把空盒放入一专用的篮具内,灌注液晶之后,还要用切割机把液晶盒条切割成液晶盒单元。
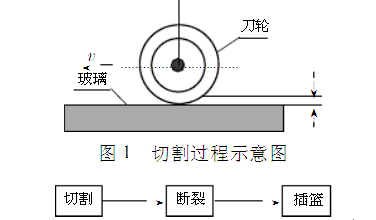
图1 刀轮切割工艺流程
轮式切割有数十年的历史,轮式切割技术、设备、刀轮等随着玻璃技术的发展而发展,从切割普通平板玻璃和浮法玻璃的合金刀轮(俗称钨钢刀轮)发展升级到切割TFT-LCD面板、基板玻璃、触摸屏的普通钻石刀轮、高渗透和微齿钻石刀轮。
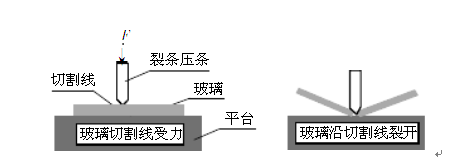
图2 裂片示意图
刀轮切割技术的关键在于切割设备、刀轮、刀轴和刀架等。其中刀轮是关键中的关键,刀轮技术随着玻璃技术的发展而发展。根据北京沃尔德超硬工具有限公司的划分,刀轮技术已经发展到第六代,特别是超微齿钻石刀轮技术已经在苹果iphone6屏幕切割方面大批量应用。
水射流技术发展概述
随着我国经济的迅猛发展,各行各业对切割技术的需求越来越大,对切割质量的要求也越来越高。水射流是一种冷切割加工技术,水射流不仅可以切割各类金属、非金属、塑性或脆性硬材料,而且工艺简单,工件材料的物理、机械性能不会破坏。
水射流切割分为纯水射流切割和磨料水射流切割两种。纯水射流切割是以纯水作为能量载体,其结构简单,喷嘴磨损慢,但切割能力差。磨料水射流切割以水和磨料(磨料约占90%)的混合液作为能量载体,切割能力强,能切割几乎所有的材料,其卓越的应用效果越来越被人们所认识。
水射流切割作为一种新兴的冷切割工艺技术,与常规的激光和刀轮比较:其非热源﹑高能量 和切割无横向微细裂纹产生在复合多层显示材料﹑强化玻璃等方面显示它无与伦比的优势。
提高产能﹑改善质量和降低成本是电子制造业的持续追求。在平板显示器玻璃薄板领域,由于不是简单的切割直线,所以更需要一种能够灵活切割曲线的新方法。水射流切割技术在切割材料上具有高能量﹑高速度和高精度的特性,在传统切割技术不能满足更轻薄新型显示材料的应用上,亦是一种替换机械加工的可行手段。
激光切割工艺技术与发展现状
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。激光切割玻璃基板更是一个复杂的光致热过程及激光与材料相互作用的过程,该过程包括激光移动热源对材料进行加热的瞬态热传导、温度场梯度变化产生热应力,利用热应力诱导裂纹扩展直至断裂,从而分割玻璃基板。
使用激光切割玻璃基板,比较常见的又分控制裂纹切割法和熔融蒸发切割两种方法。用裂纹控制法来切割玻璃是玻璃工业上的一种常用即光切割方法,这种切割过程主要内容是:激光束加热脆性材料小块区域,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝。只要保持均衡的加热梯度,激光束可引导裂缝在任何需要的方向产生。要注意的是,这种控制断裂切割不适合切割锐角和角边切缝。切割特大封闭外形也不容易获得成功。控制断裂切割速度快,不需要太高的功率,否则会引起工件表面熔化,破坏切缝边缘。其主要控制参数是激光功率和光斑尺寸大小。
采用熔蒸切割法主要流程,如图3所示,当入射的激光束功率密度超过某一值后,光束照射点处材料内部开始蒸发,形成孔洞。一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。小孔被熔化金属壁所包围,然后,与光束同轴的辅助气流把孔洞周围的熔融材料带走。随着工件移动,小孔按切割方向同步横移形成一条切缝。激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动地从缝内被吹走。
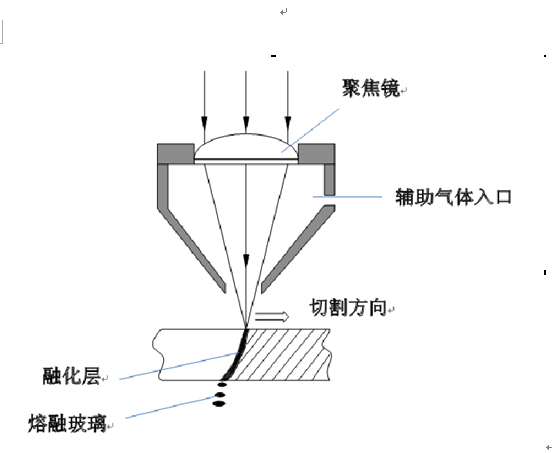
图3 熔融法切割玻璃
实际上所有类型生产中的平板显示器目前在其构造中都用到了玻璃薄板。然而,随着行业的升度发展,传统的切割玻璃的机械技术并不具有支持一些新兴显示应用所需的加工质量和产量的能力,对于那些采用超薄基底材料的应用来说尤为显著。而CO2激光器已经在特种玻璃切割领域应用了多年,近来在激光稳定性、冷却技术以及玻璃加工方面的进步,使得激光成为一种替代机械加工、用于平板显示器制造的可行手段。
对于各种消费类电子产品,未来趋势是更小的物理尺寸和更轻的重量,以及更低的成本。而与此同时,消费者追求面积更大、质量更高的显示屏,比如苹果iPhone就是一个典型的例子。相似的还有平板电视制造商们正寻找缩减产品重量的方法。解决这两个问题的关键是采用更轻薄的玻璃基底材料。在超薄电话上,其厚度被缩小为0.3毫米。即使在更大的(60英寸)电视机上,厚度仅为2.8毫米的玻璃板已经成为了标准配置。无论怎样,更薄的玻璃从机械加工角度来说更为精密。这使得玻璃在生产中更难切割和加工,并且使最终产品极易破碎。后一个因素,对于双层应用,如触摸屏来说,更是至关重要。
未来发展趋势
切割玻璃的传统技术已经被使用了几个世纪,包括使用坚硬﹑锐利的工具(常见的是金刚石或硬质合金)划刻玻璃表面,随后通过机械力使玻璃沿着划刻的裂纹完全分开。在自动化系统中,这一分割过程通常采用裂片条作用于玻璃表面而完成。然而,这一方法对于超薄基底材料来说有一定的缺陷。特别是刀具在材料中产生的微裂痕以及后续的裂片步骤产生细小的碎渣,且切割面并不一定和玻璃表面垂直。
此外,机械切割在加工后的边缘部分留下了显著的机械应力。实际上,采用机械切割加工厚度小于1毫米的基底材料是非常困难的,因为这个厚度的玻璃非常易碎。为了防止玻璃在初次切割后发生进一步的破碎,它可能因此需要在切割面进行磨削或抛光。而且,后道清理工序也是必需的,以清除可能对后续工艺(如电路形成)产生干扰的残渣。激光切割玻璃解决了这些局限。首先,非接触工艺完全消除了微裂痕和碎渣的问题。而且,激光切割使玻璃中不再有应力的残留,带来更高的边缘强度。这一点非常重要,因为即使当外力作用于玻璃板的中心,其裂痕也通常开始于边缘位置。总的来说,相比机械切割的玻璃,激光切割的玻璃能承受两倍到三倍的外力。
激光切割还能减少工艺步骤,因其不需要任何后续的清洁及磨削步骤。所以虽然激光切割机的投资成本要高于机械系统,但激光切割的总投资成本将因免去了磨削设备而低于机械加工的成本。
最后,激光切割使得在玻璃上切割曲线更为简单。对曲线切割的需求正在增长,尤其是移动智能终端设备领域,许多制造商希望使用玻璃来替代塑料的外壳,从而提高抗磨损能力。

关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们