RGB SBS(Side By Side)是最常见的像素排列方式。该种排列的优点是成像细腻, 且不会发生锯齿(狗牙)或彩边的现象。
但是以RGB 方式制作高分辨的屏幕时, 其成本较高且制作工艺较为困难。由此各大厂商逐渐推出了各式各样不同的像素排列形式。其中主流的几种排列方式如Table 1 所示 。
Table1 常规制作工艺下的几种像素排列方式
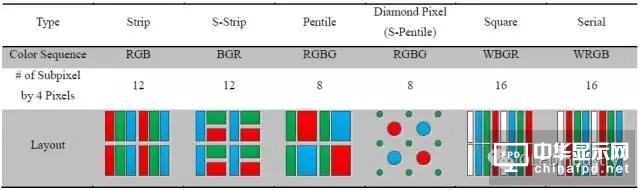
S-Strip BGR 虽然采用RGB 的排列方式, 但是它通过将把R & G 子像素变小和把蓝色的子像素放大的方式以保持一种子像素分布平衡。在该种结构下虽然蓝色偏暗, 但是却延长了其寿命。
Pentile (S-Pentile) 的排列方式是由红绿组成一个像素, 再由蓝绿组成一个像素。
Pentile 和RGB 与BGR 相比有如下几个优点:
• 在同样尺寸的屏幕下可以容纳更高的分辨率。同时由于子像素的减少, 该器件的寿命可能更长且生产成本可能较低。
• 因为较大的R & B 子像素尺寸, 当图像显示红色及蓝色这些色调时, 其饱和度与对比度也会提升。
Pentile (S-Pentile) 在带来以上优点的同时, 该类共享子像素型排列方式设计则会有以下缺点:
• 细腻度问题: 与RGB SBS 排列在相同PPI 的情况下, Pentile 的子像素数量要比RGB 少造成图像不细腻。
同一显示范围下, 若传统RGB 排列下有9 颗子像素, Pentile 排列就只有6 颗, 故会降低细致度。
• 色准问题: Pentile 排列AMOLED 屏幕有些子像素不能够组成一个完整三原色像素点, 则此屏幕部分像素就无法显示准确的颜色。(比如图像有些点欠缺红色/蓝色的同时多了绿色)
• 狗牙和彩边现象: 在显示特定图像时会产生锯齿(狗牙)和彩边现象。一般显示白色或图像时, 这种颗粒感并不明显, 但若显示的是直线, 就会出现问题。
比如在显示红色横线时, 因为红色子像素分隔得太远, 导致结果显显示图像觉得不连贯。而在显示斜线时, 因为部分像素的缺失和间距的加大。导致斜边容易出现锯齿(狗牙)和彩色条纹(彩边)。
追其根本, Pentile 等共用子像素排列方法是一种通过相邻像素共用子像素的方式, 通过减少子像素个数的方式来达到用低分辨率去模拟高分辨率的效果。
而一旦需要显示精细内容时, Pentile 的缺点就会显露无遗。比较明显的缺陷是导致小号字体无法清晰显示和屏幕出现明显的颗粒感。
所以 Pentile 等共享子像素设计的屏幕必须需要拥有足够高的分辨率,才可以弥补过大子像素点距纹理带来的视觉效果下降效果。

Fig 1 其他共享子像素的Pentile 像素排列结构
印刷像素问题
(处于保密需要, 所有实例所列数据均非真实数据)
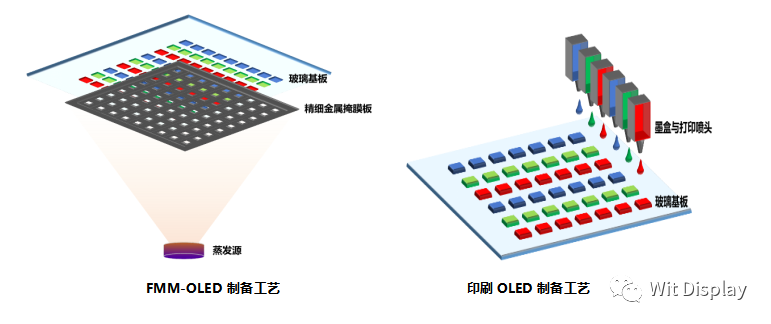
随着印刷显示的兴起, 溶液制程技术对Pixel 的设计和排列带来了新的思考和创新方向。
溶液制程技术中的像素和以FMM 方式制作的像素相比有以下几个特点:
• 因为制程工艺的不同, 溶液法所制造的像素其相邻子像素最小间距略大于FMM 方法制作的像素。
• 因为溶液制程涉及到液体的挥发成膜, 则子像素形状的重要性被提高。
• 溶液的可流动性提供了更多的像素加工工艺与方法。
间距问题
以FMM 方式制作像素时, 其相邻子像素的间距最小可以达到10 ~20 μm。
而以溶液法制作像素时, 其相邻像素间最小间距大于FMM 制成的像素。
主要影响溶液法制作子像素相邻像素间最小间距的因素为:
• Bank 结构。
• 子像素间安全避让精度。
现阶段通过溶液法制作子像素时, 其往往要采取PDL/Bank 的结构来限定墨水的流动。
一般Bank 高度在1~2 μm,而其底面角度倾角也较小。以2 μm 高和底面倾角为30°的Bank 设计为例(Fig2)。
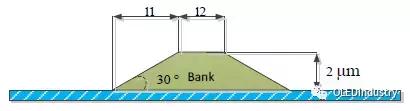
Fig 2 简明Bank 结构
可知l1 尺寸为3.5 μm。而为了避免Bridging 现象(Bridging 现象是指印刷时因相邻像素过近/Bank 疏液较差/印刷墨
水过多/打印错位而造成的相邻像素间墨水融合现象Fig 3), l2 需取15 μm 以上。由此可见。在现阶段溶液法制成的像
素其最小像素间距为:
2 × 3.5 + 15 = 22 μm
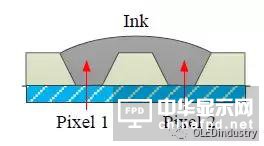
Fig 3 Bridging 现象
该间距明显大于FMM 工艺制作的像素间距。可见在现有印刷工艺上, 溶液法制成暂时还达不到FMM 制程的分辨率。
像素形貌问题
溶液法涉及到挥发与成膜。则子像素的形状设计与成膜均匀性息息相关。
传统长条形像素设计对印刷工艺的影响主要有以下2 个方面。
长轴方向液面的不稳定
常规的长条形设计容易导致液体在像素内干燥时边缘向内收缩。
根据Plateau Rayleigh Phenomenon 定则可知, 若有长为L、底面半径为R 的液体圆柱(L 无限长且L >>R), 后被形成
直径为r 的球体, 则当L 大于9/2倍R 时, 圆柱表面积开始大于球体表面积, 同时系统能量开始升高变得不稳定。
当能量上升足够高时, 液体在表面张力作用下收缩表面积的同时收缩三相接触线以降低能量, 从而导致成线的液面高度与线段边缘同时出现不均匀。
由此可知当像素设计其长宽比大于2.5 时, 液体液面会呈现一定程度的不稳定现象。则当液体在长条形像素内干燥时, 其长边会偶发性向内收缩形成缺陷。
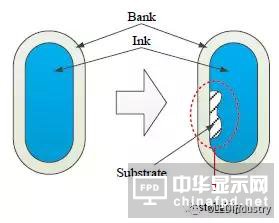
Fig 4 像素长轴方向上收缩
长短轴挥发的差异
常规的长条形设计亦会导致像素内液体局部挥发差异, 从而导致成膜的不均。
假设在基板上存在一个单一像素, r 为边界处弯曲半径, 而d 为像素宽度。
当像素被墨水填充满时, 考虑液面上A、B、C 和D 个点处的挥发情况, 其中A 处于长边上、B 为中部墨水顶端且和A 共横截面、C 短边边缘而D 为墨水顶端处于边缘弯曲处。
因为像素沿x 和y 轴方向上的分布差异, 则根据前文内容可知, 在4 个液面位置上存在分压:

#p#分页标题#e#
若在初始状态时, 墨水在像素内为饱和状态。则:

若r =𝑑/2液面上方挥发速率J 有近似的:
则此时液体逐渐内部溶液中部逐渐向边缘流动并沉积。
当液面厚度进一步下降且因为PC 向PA逐渐变、边缘处有较大的挥发速率, 则: 由此可知
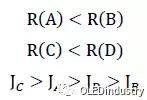
则墨水内的溶质流动呈现以下性质:
• J𝐴 > J𝐵且J𝐶 > J𝐷, 则溶质开始由中部向边缘沉积;
• J𝐷 > J𝐵且J𝐶 > J𝐴, 中部墨水会向边缘涌动, 但是因为流速Q 和厚度e3 成正比且边缘处墨水厚度很薄, 则墨水不会从A 处向C 处流动。
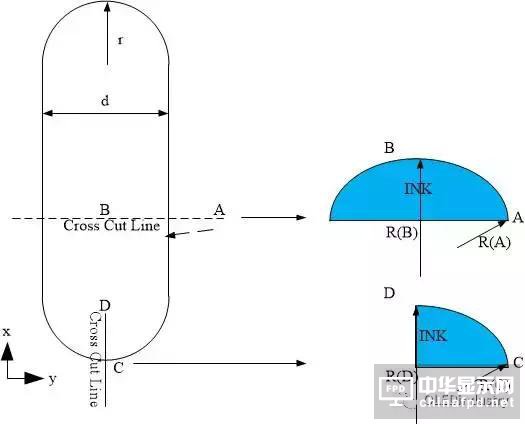
Fig 5 墨水在常规像素图案内的不对称流动
溶液在单个情况下, 液体在长条形的像素设计内也会在挥发时产生不对称的流动, 并导致最终的成膜不均问题。
液体的流动性问题
与蒸镀不同, 以溶液法制作像素时, 墨水会在像素坑内扩散与铺展。该液体的流动性给像素和设计创新带来了的新思路, 各厂商亦以此为基础提出了各种新型的复杂型高分辨像素排列形貌。
AUO 于2017 年SID 大会上展出的新型高分辨率像素排列版图 。Fig 6 中A 类型通过共享像素的方式来达到提高分辨率的结果。
B 类型像素则利用了溶液在像素内的流动和扩展性来制作。其基本原理为在Bank 中预先制作部分疏液层, 其后在该Bank 形貌内打印墨水。
因为有疏液层的存在, 墨水在Bank 内铺展和干燥时会被分割成几个独立子像素区(每个子像素下有独立TFT 且可独立发光)。
此类型像素排列虽然可以在不增加打印时长的同时大幅度的增加了子像素的数目, 并提高的PPI 分辨率, 但是其难点是在于IC 和走线的设计。
该类型像素排列复杂, 在基板设计和电极制作时需要进行多次过孔, 无形中增加了器件设计和制作难度, 且有降低生产良率的风险。
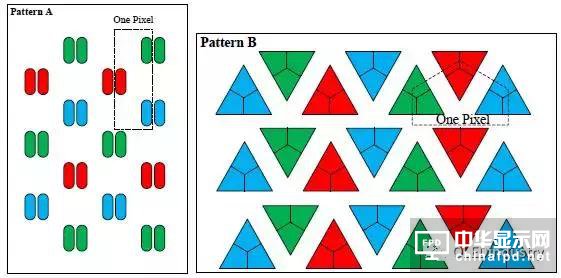
Fig 6 AUO 在SID 2017 上展出的2 种高分辨像素排列方案 (示意图, 非正式图片)

关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们