自2008年以来,手机的研发者中有的就已经设想了手机也可以采用非平面显示器,认为曲面屏幕会更符合消费者的使用习惯。
圆润的棱角不仅手感舒适,还增加了防撞功能,但是非平面显示器需要相应的盖板和基板必须是曲面的,以及所用电池也需要是非平面的,从而增加了制造工艺上的困难。
曲面盖板和基板的材质可采用玻璃或塑料,由于玻璃的高强度、高硬度和高光洁度等特典,决定其具有耐压、耐划伤和抗冲击等一些优良性能,这就使得玻璃形成了近年来迅猛的发展趋势。
根据构造的不同,显示器通常由一片盖板(cover)和一片基板(substrate)组成,有的显示器,如和OGS(One Glass Solution)为了降低其厚度及减少其重量,仅使用单片玻璃就代替了盖板和基板组合的功能。
2011年,Nokia Lumia 800手机率先应用了2.5D(2.5 Dimensional)的弧形显示器,随后,三星、LG、HTC以及飞利浦等公司也竞相应用了非平面显示器,其曲面盖板既有使用塑料的,也有使用玻璃的。
作为三星竞争对手的苹果公司,虽然在2013年申请了“弧面触摸传感器”的专利(专利号为8603574),并计划在i-Phone 6手机上使用曲面玻璃,但市场上销售的此款手机盖板却仍为平面玻璃。
目前,非平面显示器在佩戴设备方面也有所应用,如三星公司的Gear Fit R 350智能手环的显示器即为曲面玻璃,苹果公司的曲面显示器的智能手表等。
苹果公司在上述专利申请文件中称,该技术可应用于显示屏、触摸板和触摸鼠标等设备中。
曲面显示器作为一种时尚,估计今后的使用将会更为广泛,但目前大都采用塑料材料,因塑料既轻又不易破碎,但硬度低、易磨损;而曲面玻璃热稳定性好、抗划伤的能力强,但韧性不及塑料,目前玻璃还不可制造出像塑料那样任意弯曲的可折叠性的盖板与基板。
苹果公司在上述专利中还称,虽然当前已经存在一些弧面平面技术的应用,这些并不是真正弯曲的触摸屏,而苹果的专利技术可用于形成多个弯曲幅度,如波浪形或其他弯曲形状。
曲面玻璃的制造工艺比平面玻璃要复杂得多,还有一些工艺上的难点尚需解决,成本也要增加。
手机曲面玻璃的特点
曲面玻璃是指整块玻璃不在一个平面上,通常有弧形、J形、V形、双面弯曲形、S形、双折版等。
但手机用曲面玻璃的形状比较少,常见的有双弧形、单弧形两大类,单弧形中有单向弯曲、双向弯曲以及J形的。
单向弯曲是指只有一个方向是弯曲的,而双向弯曲则指两个方向都是弯曲的,根据弯曲的方向又可分为上下弯曲和左右弯曲。目前曲面玻璃的形状以及弧度还都具有一定的局限性,不如热弯玻璃的品种丰富。
至于J形的实质上即为单向弯曲的曲面玻璃,两者无明显区别。
目前国外一些手机公司申请专利中几种曲面玻璃的形状如图1所示。图1中a、b均为双向弯曲,国内称为3D(3 Dimensional),其中a为双弧形,b为单弧形,单弧形又分左右弯曲和上下弯曲;c为单向弯曲,国内称为2.5D;d仅是两边有圆弧。
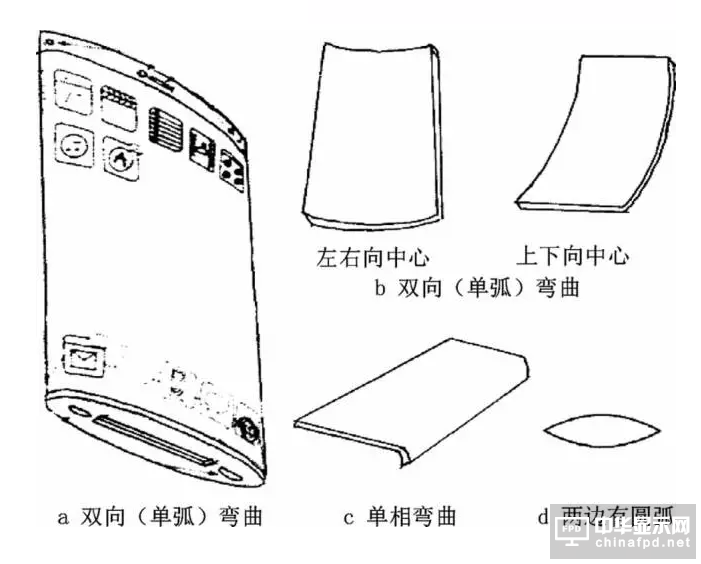
图1 曲面玻璃的形状
手机曲面玻璃的特点与其弯曲形状和弧度有关,以两款三星手机为例,其双向弯曲的如三星的Galaxy R ound手机面板,由两边向中心弯曲,弧度很小,边缘比中心位置略高,可提升屏幕的显示效果,减少屏幕的反光。
在室外强光下容易看到显示屏的文字和图像,也使坐在手机持有者旁边的人不容易看到显示器上的内容。
还更加贴合人类面部的轮廓,减少长时间打电话引起面部肌肉的疲劳;并且由于这种弧面的设计,即使屏幕增加到5.7英寸,仍能用一个手紧抓,符合人体工程学。
其单向弯曲的如三星Galaxy Note Edge曲面侧屏手机,其面板玻璃向右侧单向弯曲(亦即J形),增加了触摸屏面积,相应的电容触摸点也更多,操控上更为灵敏;圆滑的边角,适合手掌的弧线,使右手操作手机的人拥有较大的可控操作屏幕。
曲面玻璃制造工艺
曲面玻璃制造工艺是由传统的平板热弯工艺改进而成,基本工艺过程类似。
首先选择手机用的薄平板玻璃,如康宁的Gorilla、肖特的Xensation、旭硝子的Dragontral、电子硝子CX01等,常用的还是Gorilla(大猩猩,或译金刚),除苹果公司外,三星公司用的也是康宁的Gorilla玻璃,从第1代Gorilla 1不断发展到第2代、第3代,2014年11月的第4代Gorilla 4,性能不断提高,但目前用于制造曲面玻璃的仅为Gorilla 2。
薄平板玻璃选择好之后,按照模板切割、磨边、清洗、热弯成形、抛光、化学钢化、清洗,然后再根据触摸屏的制造工艺,进行镀膜,光刻线路等。由于手机玻璃的尺寸形状要求十分精密,需用电脑控制激光切割或用射流(水刀)切割。
磨边也需用专门磨边机进行,清洗一般用超声波加洗涤剂,必须将附着的磨料、抛光剂全部清洗干净,以免影响化学钢化。
对制造曲面玻璃,热弯是关键工序,苹果公司专利中双弧曲面玻璃(见图1d)热弯的工艺如图2所示,a为平板玻璃,b为上模,c为下模,玻璃加热后,经上下磨具压制成双弧曲面玻璃d。

图2 双弧面玻璃热弯工艺
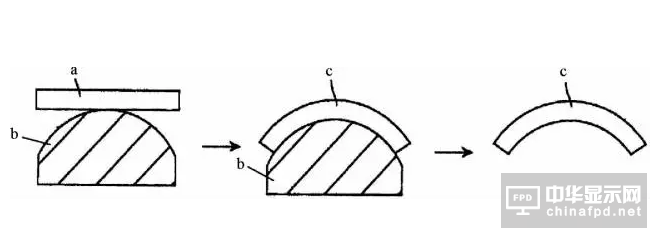
图3 但湖面玻璃加热槽沉工艺
单弧曲面玻璃采用加热槽沉成形法,如图3所示,其中a为平板玻璃,b为模具,平板玻璃加热软化,因自重弯曲后,贴在模具上,形成模具弧度相同的曲面玻璃c。
为了提高生产效率,可以采用同时生产多块曲面玻璃的方法,其工艺如图4所示,其中a为膜层,b为玻璃基板,c为刚性托板,d为模具,玻璃基板在刚性托板上镀膜之后,刚性托板移走,玻璃被传输到软化区,加热到软化,因自重贴在模具上,形成连续曲面,再经切割后,就可以同时得到多块曲面玻璃。
与一般平板玻璃热弯工艺和设备的区别之处在于手机玻璃与普通平板玻璃的成分不同。
普通平板玻璃为钠钙硅酸盐成分,含AI2O3仅为1%~2%;而手机玻璃为高铝成分,如Gorilla 含AI2O3高达13%~15%,玻璃的黏度、软化温度因而提高,如钠钙玻璃软化温度为720~730℃,而Gorilla玻璃软化温度为890℃,导致Gorilla的热弯温度也比钠钙玻璃要高得多。
从而给热弯工艺、设备和模具带来很多困难,必须采用专门的热弯设备、模具和工艺才能满足其要求。
同时曲面手机玻璃的尺寸和弧度的精确度要求很高,模具需要采用耐热合金和精密机床加工。目前大陆的玻璃热弯设备还不能满足此要求,台湾已有手机曲面玻璃专用设备上市。
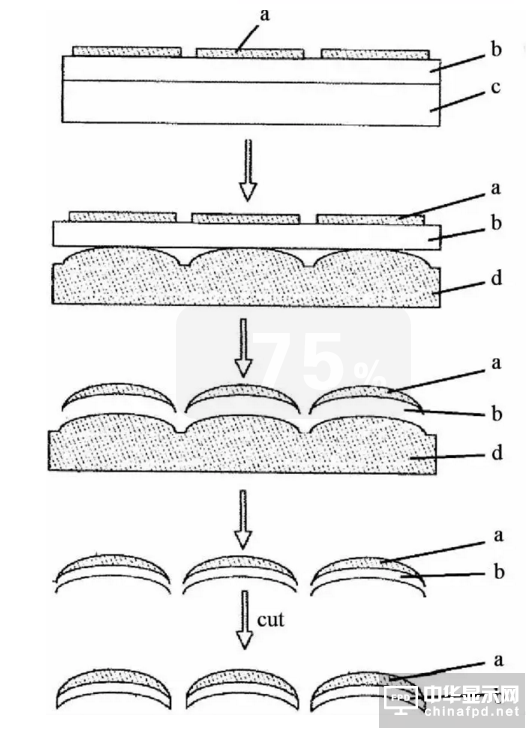
图4 多块曲面玻璃面板生产工艺
热弯以后的抛光也需再曲面玻璃抛光机上进行,现市场上已有2.5D曲面玻璃抛光机问世,对于3D曲面玻璃抛光机还需进口。
笔者认为等离子体抛光和等离子体辅助抛光能够适用于任何曲面玻璃,目前,等离子抛光机已经被应用于光学玻璃的曲面抛光领域,面形精度误差小于λ /50rms,粗糙度小于0.5nm。
抛光以后的曲面玻璃经超声波清洗后,就可以进行预热和化学钢化。化学钢化熔盐为纯硝酸钾,温度为400~450℃,时间为4~8h。
钢化后表面压应力大于800MPa,压力层深度40~50μm,具体数值根据玻璃成分而定。化学钢化后还需再次进行清洗,以清除附着在玻璃上的熔盐,然后进行镀膜及其他处理。

关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们