近段时间,各种品牌各种新款手机一个接一个的推,看的小编眼冒桃心,今天要跟大家聊的就是关于屏幕的全贴合技术。
从手机的屏幕的结构上看,可以大致分成3个部分,从上到下分别是保护玻璃,触摸屏、显示屏。而这三部分是需要进行贴合的,按贴合的方式分可以分为全贴合和框贴两种。
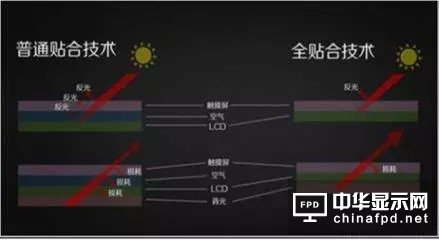
框贴又称为口字胶贴合,即简单的以双面胶将触摸屏与显示屏的四边固定;显示屏与触摸屏间存在着空气层。
全贴合技术即是以水胶或光学胶将显示屏与触摸屏无缝隙完全茹贴在一起。
全贴合工艺优点
屏幕能隔绝灰尘和水汽。普通贴合方式的空气层容易受环境的粉尘和水汽污染,影响机器使用;而全贴合OCA胶填充了空隙,显示面板与触摸屏紧密贴合,粉尘和水汽无处可入,保持了屏幕的洁净度。
更佳的显示效果。全贴合技术消除了屏幕间的空气,能大幅降低光线的反射、减少透出光线损耗从而提升亮度,增强屏幕的显示效果。
减少噪声干扰。触摸屏与显示面板紧密结合除能提升强度外,全贴合更能有效降低噪声对触控讯号所造成的干扰,提升触控操作流畅感。
使机身更薄。全贴合屏有更薄的机身,触摸屏与显示屏使用光学胶水贴合,只增加25μm-50μm的厚度;较普通贴合方式薄0.1 mm-0.7mm。
全贴合工艺缺点
工艺复杂的所提升,生产良率较低,返工较难,设备投入成本较高,对车间环境要求更高等。
全贴合技术方向
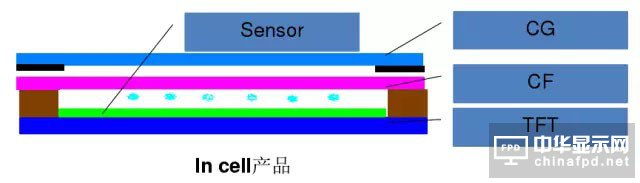
In-Cell技术
指将触摸面板的功能嵌入到液晶像素中的技术,即在显示屏内部嵌入触摸传感器功能,因此原本3层的保护玻璃确虫摸屏+显示屏变成了两层的保护玻璃+带触控功能的显示屏,这样能使屏幕变得更加轻薄。这一技术主要由面板生产商所主导研发,门槛相对较高。
In Cell技术屏幕层数:In-Cell的屏幕由表层玻璃粘合LCD层(触屏在LCD层上),共2层。

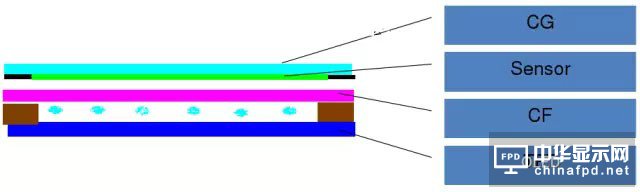
On-Cell技术
On-Cell是指将触摸屏嵌入到显示屏的彩色滤光片基板和偏光片之间的方法,即在液晶面板上配触摸传感器,相比工n-Cell技术难度降低不少。
On Cell多应用于三星AMOLED面板产品上,技术上尚未能克服薄型化、触控时产生的颜色不均等问题。
On Cell技术屏幕层数:由表层玻璃粘合触屏、LCD层,共3层。
OGS /TOL技术
OGS技术就是把触控屏与保护玻璃集成在一起,在保护玻璃内侧镀上工TO导电层,直接在保护玻璃上进行镀膜和光刻,由于节省了一片玻璃和一次贴合,触摸屏能够做的更薄且成本更低。
TOL是指OGS的小片制程,即将白片玻璃钢化好后在做边框BM与功能电极。其产品的强度均高于大片制程的OGS,但因制程效率低故成本也较高,国内手机品牌有不少都采用了OGS技术。不过OGS仍面临着强度和加工成本的问题,均需要通过二次强化来增加强度。
OGS技术屏幕层数: 由OGS层粘合LCD层,共2层。
其他传统全贴技术
GG、PG、GF、 G1F、 GF2、GFF等均需两次贴合,厚度比较厚,良率不高。
屏幕的通透性:OGS是最好的,In-Cell和On-Cell则次之,GFF最差。
轻薄程度:In-Cell最轻最薄这也是为什么i Phone和P7等手机能做得比较轻薄的原因之 一,OGS和On-Cell次之,GFF最差。
屏幕强度:GFF>On-Cell>OGS>In-Cell。
触控效果:严格意义上,OGS的触控灵敏度比On-Cell/In-Cell要好,但触控还与手机的系统等底层优化有关,像用了In-Cell的i Phone在触控体验上要比很多安卓手机强不少。
成本技术难度:In-Cell/On-Cell的难度较高,成本也较高,其次是OGS/TOL,GFF的成本和技术难度最低所以大多用在千元机上。

贴合工艺分类
全贴合目前主要分为两种工艺:
OCA贴合
LOCA(水胶)贴合
OCA贴合
OCA(Optically Clear Adhesive)用于胶结透明光学元件(如镜头等)的特种粘胶剂 。要求具有无色透明、光透过率在90%以上、胶结强度良好,可在室温或中温下固化,且有固化收缩小等特点。
主要适用于小尺寸的产品贴合且每款产品均需开模,价格昂贵,贴合成本高;对贴合产品材质无特殊要求,厚度一般在100um、125um 、150um、175um、200um等。
优点:
生产效率高,厚度均匀,无溢胶问题,粘接区域可控,无腐蚀问题,无黄变。
工艺流程OCA的全贴合流程相对水胶的全贴合流程要复杂一些,因为需要模切厂的介入。
目前很多大的全贴合厂(其中包括TP厂和模组厂)都没有自己相对应的模切工位,所以全贴合的OCA的第一供应商是大中型的模切工厂,所以存在很多配合方面的问题。
模切厂主要会以OCA的模切性能和产品的出货外观等,为主要的验收标准和测试依据。
全贴合厂主要以OCA的填补性(即排泡性)、返工性、和信耐性为主要的验收标准和测试依据。
综上所述OCA的工艺流程其实分为两大块 :
OCA的模切工艺流程
OCA的贴合工艺流程
全贴合OCA的模切工艺流程
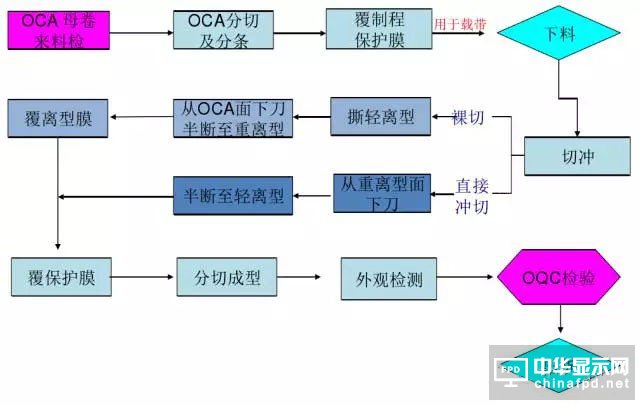
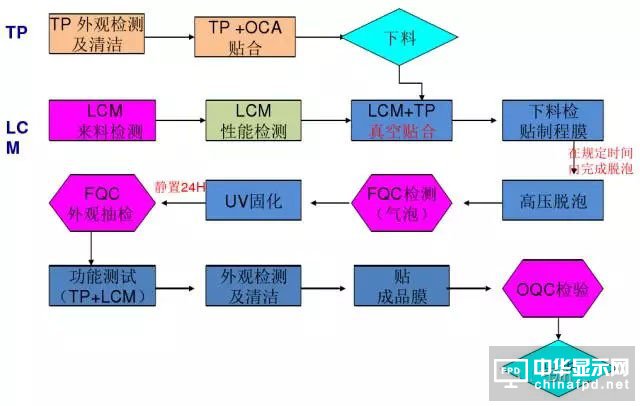
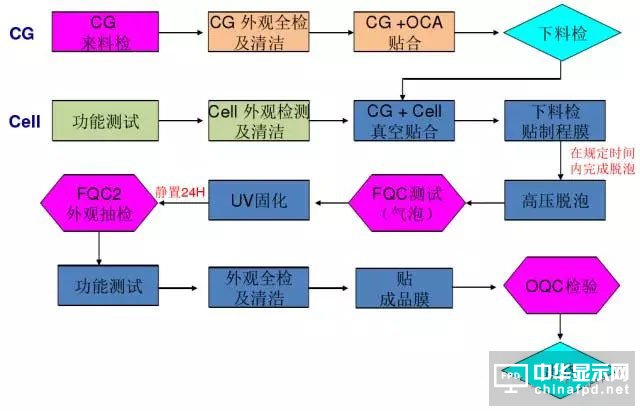
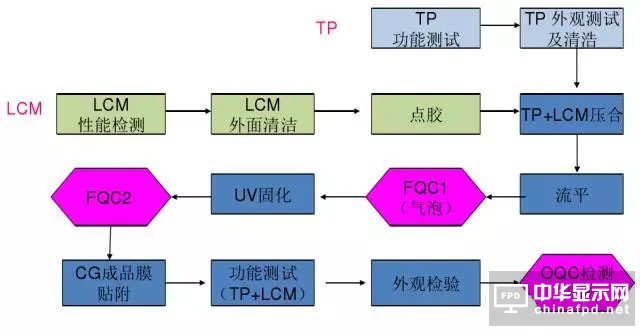
全贴合OCA的贴合工艺流程
传统OCA全贴合工艺流程(OGS/GFF/GG/…)
In-Cell / On-Cell
 #p#分页标题#e#
#p#分页标题#e#
LOCA贴合,液态光学透明胶,英文名称为:Liquid Optical Clear Adhesive,是一款主要用于透明光学元件粘接的特种胶粘剂。
无色透明,透光率98%以上,粘接强度好,可在常温或中温条件下固化。且同时具有固化收缩率小,耐黄变等特点。
主要适用于大尺寸贴合,曲面或者较复杂结构贴合,较高油墨厚度或不平整表面贴合。
优点:可以粘接曲面或者不平整表面材料,对油墨厚度不敏感,易返工,成本较OCA低。
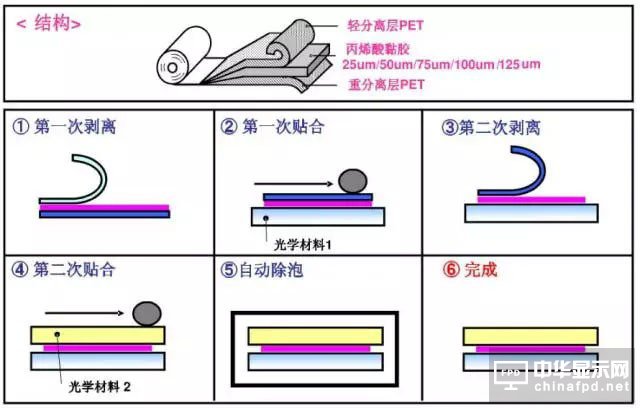
LOCA贴合作业方式:
LOCA 在分装后和使用前应脱泡,选择设计合理的分装器。在运输过程后初次使用前静置24小时后方可使用。
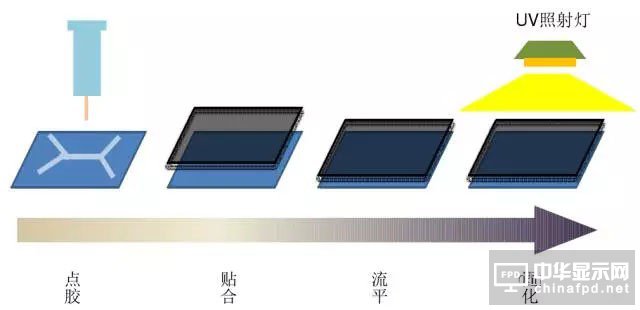
LOCA全贴合工艺流程
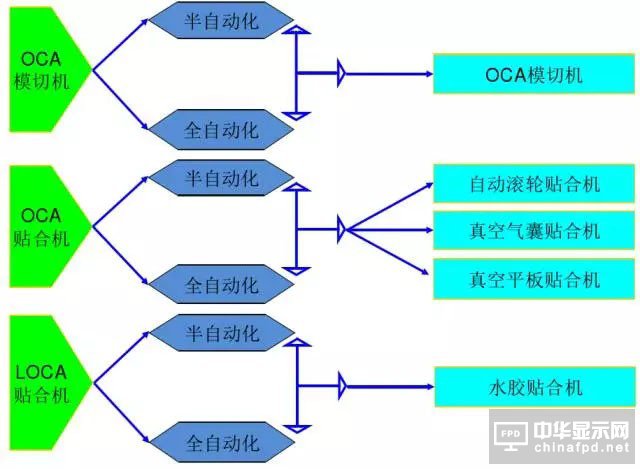
全贴合关键设备
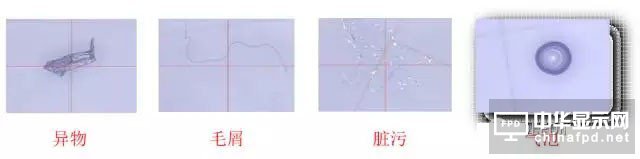
全贴合常见不良
Particle(异物)
Fiber(毛屑)
Dirty(脏污)
Bubble(气泡)
Misalignment(对位偏移)
Function test fail (功能不良)
异物、毛屑类
需要分清来源,区别对待。如外观不能确定,可做异物成分分析,与材料库对比。
脏污类
需要分清是机台导致,人为导致,还是物料本身自带。
气泡不良类
主要分为3种形态:
开放性气泡,为油墨厚度与OCA搭配,机台参数等导致。
有核气泡:为异物导致。
纯气泡:空气残留在贴合层,形成真正的纯气泡。
功能性不良
TP不良:开路不良,IC压伤,ESD击伤等。
模组显示不良:异显,Mura,黑屏等。

关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们