今天你的朋友圈有没有被小米刷?
对,就是下面这个

我们先来看看小米MIX2在屏幕方面有什么特色:
屏占比更大:小米MIX2采用5.99英寸显示屏,拥有等同于5.5英寸传统16:9手机的握持感受。定制18:9屏幕,显示面积增加12.5%。
顶部消失:导管式微型听筒+超声波距离感应器,去除手机“额头”。
底部更窄:定制微型前置相机,缩短1.5mm;COF 屏幕驱动芯片柔性封装技术,缩短1mm;有源天线调谐方案,缩短1.3mm。相比小米MIX,底部再缩短12%。
定制圆角屏幕:更圆润的机身边角,边框更窄,让可视区域最大化。
全面屏不仅仅是屏占比的提升,而且还会对显示面板、指纹识别、受话器、前置摄像头、传感器和天线产生很大的影响,对相关模组的特性、设计提出了新的要求,手机零组件面临巨变。
比如异形切割
因为屏占比的加大,手机左右两边的边框不得不变得很窄,同时手机屏幕的上方一般有听筒、光线传感器和前置摄像头,下方有话筒、扩音器等必须部件,要做到全面屏就必须考虑这些部件如何布置安装的问题。

全面屏工艺痛点及解决方案
在全面屏安装之前要根据不同的产品设计为这些部件预留出安装位置,进而就需要在全面屏上将对应位置切除,这就是倒角。目前主要的有直线倒角和异形倒角,采用的设备是激光倒角机。
就是这种:


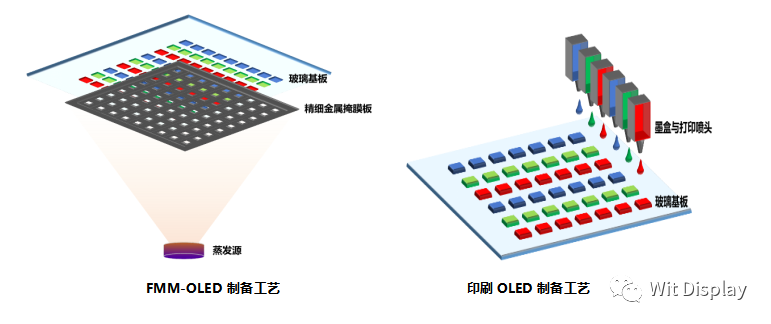
目前市场上提高屏占比的主流方案有两种,一种是基于平面显示方案优化ID、缩小边框,另一种是基于柔性OLED的曲面屏实现无边框。
在异形切割方面,OLED硬屏与LTPS一样使用玻璃基板,由于玻璃基板硬度较大,也会对切割的良率有影响。但是使用OLED软屏则完全没有这个问题,切割难度会小很多。
Essential Phone通过异形切割一部分,用于放置摄像头

异形切割与受话器类似,也是在面板上切出一部分用于放置摄像头。尽管这不是最好的方案,但这是目前最可行的方案,也将是被普遍使用的方案。
全面屏伴随工艺痛点,异形切割可解决融合设计及强度要求。
因全面屏玻璃尺寸更大,整机可靠性验收过程中,相关“整机跌落/环境冲击”等易引发玻璃碎裂风险。
基于较为简单的直角切割工艺,可使用背光加铁框保护、加缓冲泡棉等方式提升屏幕强度。
但是,从外观设计角度考虑,全面屏长度方向更长,直角方案略显呆板,玻璃需要切角才能满足ID造型时收弧需求。
此外,由于全面屏将上部空间收窄,前置摄像头、听筒、距离传感器设计空间受限,异形切割将有助于前置模组与屏幕融合设计。
全面屏异形切割的典型应用需求

三星S8 采用了R角切割

切割工艺
激光切割可以有效解决异形切割的应力问题。比较常见的TFT 玻璃切割工艺有刀轮切割、激光切割几种工艺技术。
刀轮切割
先用刀轮在玻璃上划出切口,再通过裂片机完成裂片。成本较低,最为普遍,但是玻璃经过刀轮切割后,会产生微碎屑、微断面,需进行边缘补强,例如通过Spin 制程涂布UV 胶,让玻璃边缘变得平滑,提高玻璃强度。


激光加工
激光加工是非接触性的加工,中间产生的粉尘比较少,且不需要封水冷却。
原理是将激光聚焦到材料上,对材料进行局部加热直至超过熔点,然后用高压气体将熔融的金属吹离,随着光束与材料的移动,形成宽度非常窄的切缝。激光切割的精度可以达到20um。
激光作为非接触性的加工带来的优势是可以做到高速异型加工,可以实现任意形状切割,并且通过平台的转动,可以任意的切换,效率很高,同时没有碎屑和油的污染,因此不需要对膜做特殊的保护。
激光切割缺点在于热影响范围大,通过内聚焦切割方式可以通过1-3um 光斑有效控制热影响范围,满足LCD 切割要求。

激光器的分类较多,从增益介质来看,分为固体和气体。其中,固体激光器包括Al2O3,YAG切割等,气体激光器主要有CO2切割等。
一般而言,气体激光器一般为10.6um波长的红外光,使用范围较广,固体激光器一般为1064nm波长的红外光,输出能量大,峰值功率高。
同时,除了波长较长的红外激光器之外,还有一种固体紫外激光器(波长从180到400nm),紫外切割更多用于处理聚合物材料,通过破坏非金属材料表面的分子键,来实现切割,紫外切割也被称为冷激光,热效应较小。
从激光器的脉冲宽度时间来看,又分为纳秒(ns,10^-9秒)、皮秒(ps,10^-12秒)和飞秒(10^-15秒)等。脉冲宽度约短,峰值功率越高,热效应越低。
从切割方案角度来看,激光切割又分为表面消融切割和内聚焦切割,表面消融切割可以直接切透,不需要后续增加裂片工序,热影响区域大;而内聚焦切割后需要裂片分离工序,热影响区域小。
再来看下皮秒激光异形切割全面屏技术方案:
表面消融切割
方案:皮秒激光+振镜+平场聚焦镜
聚焦光斑:15~30um
加工原理:气化消融
加工方式:高速多次多线条填充切割
特点:直接切透断开,无需后段裂片,热影响区域大
 #p#分页标题#e#
#p#分页标题#e#
内聚焦切割
方案:皮秒激光+特定设计光路+物镜聚焦头
聚焦光斑:1~3um
加工原理:内聚焦改质爆裂
加工方式:单线条一刀切或多刀切
特点:激光切割后需后段裂片分离,热影响区域小

传统的16:9的手机屏幕呈长方形,四边均是直角,由于要在机身上放置前置摄像头,距离传感器,受话器等元件,所以屏幕和上下机身边缘均有一定距离。
而18:9的全面屏手机的屏占比一般都会大于80%,屏幕边缘会非常贴近手机机身。如果继续沿用此前的直角方案,会无处放置相关模组和元件,同时,屏幕接近机身会让屏幕在跌落时承受更多的冲击,进而导致碎屏。
因此对屏幕的异形切割十分必要。
目前关于全面屏的消息还有很多
比如这张图:


关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们