异形切割随全面屏需求而发展
我们所知在传统的手机屏幕显示比为16:9,呈长方形,四边均是直角,由于要在机身上放置前置摄像头,距离传感器,受话器等元件,所以屏幕和上下机身边缘均有一定距离。
而18:9的全面屏手机的屏占比一般都会大于80%,屏幕边缘会非常贴近手机机身。如果继续沿用此前的直角方案,会无处放置相关模组和元件,同时,屏幕接近机身会让屏幕在跌落时承受更多的冲击,进而导致碎屏,因此为减少碎屏的可能和预留元件空间,而对屏幕加工成非直角的异形切割变得十分必要。


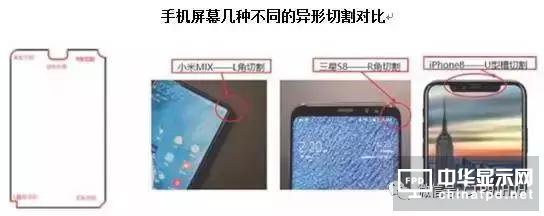
“异形切割”是根据不同需要对屏幕进行R角切割、U型开槽切割、C角切割等。其目的主要有两方面:一方面要在屏幕四角做C角或者R角切割,同时通过加缓冲泡棉等进行边缘补强,以防止碎屏。另外一方面是需要在屏幕上方做U形切割,为前置摄像头,距离传感器,受话器等元件预留空间。

当前的异形切割采用方案主要有:刀轮切割,激光切割,以及作为临时替代方案的CNC研磨。有消息称,由于国内手机厂商无法拿到OLED产能,因此首批全面屏仍采用LCD方案。而对于LCD屏幕的异形切割方案是刀轮切割和激光切割。
什么是刀轮切割和激光切割?
刀轮切割属于机械加工,没有高温问题,不会导致框边黄化与热点缺口,但成品较粗糙,容易改变玻璃本身的应力特性,且工序复杂且良率较低,相对于激光切割来说出片率较低,不适用于精细的玻璃、蓝宝石等材料的加工;
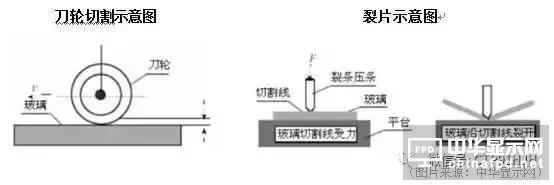
激光切割利用高功率密度激光束照射被切割材料,使材料很快被加热至汽化温度,蒸发形成孔洞,同时借助与光束同轴的高速气流吹除熔融物质,随着光束对材料的移动,形成切缝。具有切割尺寸精度高、切口无毛刺、切缝不变形、切割速度快且不受加工形状限制等特点,但是相比较而言则会有成本高的不足。

全面屏异形切割方案的加工要点分析:
目前异形切割的主流方案是在屏幕面板上切两个C角,两个R角,一个U槽。

异形切割主要还是在于是圆弧切割,刀轮切割和激光切割差异如下:
刀轮切割方案
1、导致崩边严重。
2、切割的效率低下,由于刀轮切割需要预留切割线,相比激光切割,刀轮切割对于整个Panel的利用率会下降10-20%;切割一片需要2-3分钟。
所以在短暂的尝试之后,刀轮异形切割已经逐步被业内淘汰。
激光切割方案
1、激光切割是非接触性加工,无机械应力破坏,且效率较高。同样的两个C角,两个R角,一个U槽的加工方案,20秒左右就可以完成切割。
2、由于激光切割的原理是将激光聚焦到材料上,对材料进行局部加热直至超过熔点,然后用高压气体将熔融的金属吹离,随着光束与材料的移动,形成宽度非常窄的切缝。激光切割的精度可以达到20um。
因此相比之下,激光切割在异形切割方面的优势明显,行业中全面屏异形切割主要采用的是激光切割方案。
市场异形切割激光设备
激光器的分类较多,从增益介质来看,分为固体和气体。其中,固体激光器包括Al2O3,YAG切割等,气体激光器主要有CO2切割等。一般而言,气体激光器一般为10.6um波长的红外光,使用范围较广,固体激光器一般为1064nm波长的红外光,输出能量大,峰值功率高。同时,除了波长较长的红外激光器之外,还有一种固体紫外激光器(波长从180到400nm),紫外切割更多用于处理聚合物材料,通过破坏非金属材料表面的分子键,来实现切割,紫外切割也被称为冷激光,热效应较小。
从激光器的脉冲宽度时间来看,又分为纳秒(ns,10^-9秒)、皮秒(ps,10^-12秒)和飞秒(10^-15秒)等。脉冲宽度约短,峰值功率越高,热效应越低。
从切割方案角度来看,激光切割又分为表面消融切割和内聚焦切割,表面消融切割可以直接切透,不需要后续增加裂片工序,热影响区域大;而内聚焦切割后需要裂片分离工序,热影响区域小。

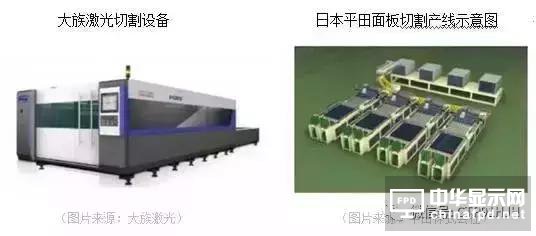
据相关资料了解,目前主流的激光切割机型是红外固体皮秒激光器,采用内聚焦切割方案。该方案在成本和效率之间取得了最大的均衡。国内的面板激光切割设备厂商主要有:大族激光,盛雄激光,德龙激光,国外厂商主要是日本平田。
全面屏异形切割产能预计2017年Q4得以释放
全面屏也将随着OLED显示面板的推广而联动发展,由于目前全球具有生产手机用柔性OLED屏幕量产能力的企业主要还是三星和LG,当前大量供货可能会存在一定的问题。不过,随着国内厂商积极扩大OLED生产线,OLED面板供给端的垄断市场格局将逐渐被打破。根据IHS预测,到2020年,中国厂商的OLED面板市场占有率将提升至20%。
另外对于面板厂而言,为了实现四面窄边框,需要改进点胶工艺,采用GOA方案。这会在一定程度上推升面板的单品ASP;对于模组厂而言,由于COF和异形切割均需要购置新设备、对已有产线做较大改造。有机构分析,国内的COF和异形切割的产能在2017年Q4才能得到释放。采用异形切割方案的显示模组ASP相比传统方案提升20-30%。抢先布局的厂商将占得先机。
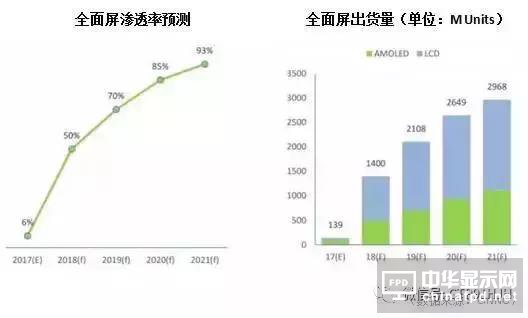
从目前国产手机全面屏研发进度和成本端考虑,年内国产全面屏手机采用异形切割的渗透率仍然不高,仍有相当比例的全面屏机型将采用在屏幕直角处填充防震材料的屏幕防摔过渡性方案,但有关报道分析,至2018年国产手机旗舰机型有望全部转为全面屏手机,假设明年全面屏渗透率30%,则全球约有4.5亿部全面屏手机,带来大量的增量异形切割需求。

关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们