在今年Q2,JOLED宣布,已研发出全球首款采用印刷式技术的4KOLED 面板产品,该面板产品尺寸为21.6 英寸,已于 4 月开始提供样品给医疗用显示器使用,之后计划将应用对象扩大至电视、游戏机等用途。
目前“印刷显示技术”仅能实现部分印刷显示器件,即实现了OLED材料的印刷,但在TFT背板的印刷上尚未形成突破。
与传统的蒸镀工艺相比,印刷式具有工艺简单、成本低廉、材料利用率高和更适合大尺寸面板的优点,一旦印刷OLED 跨越了量产的瓶颈,将迎来极大的发展机遇。
“印刷”和“蒸镀”
OLED 的发光原理是在ITO 玻璃上制作一层几十纳米厚的发光材料——也就是人们通常所说OLED 屏幕像素自发光的材料,发光层上方有一层金属电极,电极加电压,发光层产生光辐射;从阴阳两级分别注入电子和空穴,被注入的电子和空穴在有机层传输,并在发光层复合,激发发光层分子产生单态激子,单态激子辐射衰减发光,从而形成一个个的像素点。
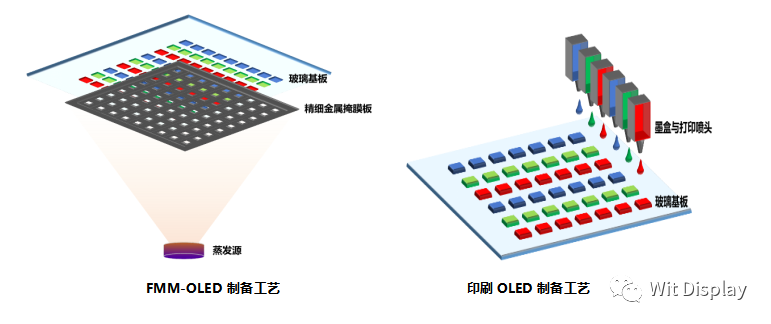
发光材料在OLED 像素化的过程中起着至关重要的作用,目前其制造方法可分为蒸镀和印刷两种。
蒸镀,是真空中通过电流加热,电子束轰击加热和激光加热等方法,使被蒸材料蒸发成原子或分子,它们随即以较大的自由程作直线运动,碰撞基片表面而凝结,形成薄膜。
印刷显示,就是使用印刷方式制作显示器的有机材料膜层。具体而言,就是通过喷墨印刷设备上的多个印刷喷头,将不同颜色的聚合物发光材料溶液精确的沉积在ITO 玻璃基板的隔离柱槽中,溶剂挥发后会形成100 纳米左右厚度的薄层,构成可发光的像素。

印刷工艺相对于蒸镀工艺有以下优势:
1.工艺更加简单;
2.有机发光材料蒸发效率更高,材料利用率而蒸镀时有机材料气体无差别沉积在玻璃基板上,材料利用率低。
3.更容易处理大型基板,尤其是Gen8 及以上尺寸面板;而蒸镀受限于设备与技术,很难制作大尺寸精细金属掩模板,导致该工艺无法应用在大尺寸面板的制造上
4.制造成本更低,在OLED 面板的原材料使用上,印刷OLED 就比蒸镀技术节省90%左右。

蒸镀工艺印刷工艺
材料固体小分子溶液
工艺难度复杂简单
材料使用效率10-20%80-90%
适用产品规格中小尺寸大尺寸,尤其是Gen8 及以上尺寸
制造成本昂贵便宜
印刷OLED 发展
材料方面,德国默克、美国杜邦、英国剑桥显示以及日本住友化学等公司不仅拥有大量的专利,也建立了相应的生产线。
而5 月17 日日本JOLED 发布的首款印刷4K OLED 面板产品,并计划2018 年初开卖,也标志着印刷OLED 技术正在加速走向商业化。
我国印刷 OLED 显示材料方面,华南理工大学、中国科学院长春应用化学研究所、天津大学分别在荧光材料、磷光材料和载流子传输材料方面在国内外发表大量的相关研究工作。
华南理工大学基于自主发展的聚合物发光材料及印刷阴极材料,成功制备了首个全喷墨打印的彩色显示器件,从原理上实现了全印刷技术器件。
国内印刷 OLED 显示存在的主要问题在于材料厂商的参与缺位,优势技术集成度低,这成为我国印刷OLED 显示产业发展迟滞的主要原因。

印刷OLED 专利(部分)
在OLED领域中,通过印刷显示技术替代原有有机材料蒸镀的工艺。此种方式确实能大大提升材料利用效率,并且预期未来将有助于降低显示屏制造的直接成本。
但相比蒸镀方法,打印技术目前在器件最终光效、高分辨率图形化等方面还存在差距,需要进一步提升才能达到生产水平。
印刷显示是采用可溶液化加工的有机、无机、纳米功能材料(包括金属、半导体、电介质、光电材料等),通过印刷或涂布技术,代替传统半导体工艺/真空工艺来制作显示器。
目前主要应用方向是印刷OLED/印刷QLED;未来,TFT阵列也可采用印刷工艺来制作。
同时,印刷与柔性是一对天生的孪生兄弟,两者可完美结合,最终实现Roll-To-Roll(卷对卷)的柔性印刷显示技术,像印报纸一样制造显示屏。
印刷OLED 技术难点
虽然印刷OLED 的前景非常具有吸引力,但目前离量产仍有一段路要走,还要解决很多技术难点,其主要来自于工艺稳定性的压力,可分为以下三方面。
1墨水
墨水的稳定性是印刷制成的关键因素,且除去其自身性质变化因素外,影响墨水稳定性的较大的因素是气泡。假设现有厂商能稳定且大量提供无杂质墨水的前提下,墨水在运输、灌入过程中会引入气泡,而如何去除气泡暂时还没有良好的解决方法。
常规实验室工艺为将墨水长时间负压静置,以便较大气泡上浮至表面破裂。这种处理方法在工业上是否适用有待考证。同时静置法能去除较大的气泡,但是较小的气泡能够存在于液体中很长时间。
考虑到常用工业用喷头单次出墨量为10pl,则其喷头尺寸一般为20-30 um。则整个打印系统对微小气泡异常敏感。
气泡的存在不仅仅会存在气栓现象,影响墨水的流动;同时因为气泡可以移动和压缩,则其会在喷墨头内游动,造成单喷头或多喷头的出墨不稳或无法出墨现象。
2喷头
除去在小型研发机台上部分会采用单喷头单喷嘴系统外,在中型平台以上一般均会采用单喷头多喷头嘴系统。该喷头可以在印刷过程中用多喷头进行喷印,从而在提高生产效率的前提下,能够达到均化每个像素点内墨水体积的作用。
印刷上的稳定性体现在为喷头的稳定性。
与蒸镀不同,一般在印刷工艺前会对喷头进行校准,其后再进行印刷。但是印刷过程中无法对喷头状态进行观测(出墨速度快,需要专用高速摄像头延时抓拍),则一旦喷印中1 个喷头出现故障,则其不仅仅影响1 个像素,而是会影响1 列、甚至多列像素。
比如因为出墨较少导致功能层较薄,导致屏幕出现Mura(部分可通过TFT调节),或者印刷EML时偶然歪斜,出现红绿像素混色现象(混色会连续性出现,之间影响整体印刷效果)。
3成膜
成膜亦是溶液法印刷的难点之一。墨水在印刷上去时已然在表面开始挥发,一般墨水边缘挥发速度较快,则会出现咖啡环现象。
该现象在实验室中已经有较为成熟的解决方案。但实验室仅对30 mm x 30 mm大小的基板进行测试,现在面临的难点是对于大尺寸面板的干燥问题。#p#分页标题#e#
即便是在200 mm x 200 mm平台上,大规模均匀成膜还是难点之一。
主要难点体现在印刷完基板中部和基板边缘处挥发速度呈现较大差异,比如中间挥发较慢,边缘挥发较快,则器件点亮时呈现明显无法修复的Mura。
这是也是造成印刷 OLED 显示面板无法达到市场化要求的主要问题。
设备
大规模量产印刷OLED 产品,需要在8.5 代以上喷墨印刷设备、可溶性OLED 材料及墨水、喷墨印刷技术、薄膜封装技术、氧化物TFT 背板技术以及驱动补偿技术等等实现全产业链的突破。
若采用高沸点溶剂,则在现阶段依然需要真空设备。和常规Mask技术不同,印刷用的真空设备对真空度要求不高,但是为了稳定成膜,对真空设备抽速和真空恒压性能有很高要求。
以常规印刷OLED器件制成来看,除去array段与ITO图形化与蒸镀段相同外,印刷制成需要以下工艺流程:
1Bank(PDL)结构
在array上均匀制作一层Bank以限定溶液流动,制作方式可以为小型实验平台或Slit/ Slot Dye方式制作。
材料为光刻胶,其后通过曝光、显影、刻蚀、清洗后才能形成可用图案,则在该阶段需要一张Mask。
2叠层结构
假设常规印刷OLED中HIL、HTL和EML为印刷层,则其制作完Mask后基本需要经过以下流程:
- HIL印刷,印刷完毕后真空干燥(聚合物需加热交联);
- HTL印刷,印刷完毕后真空干燥(聚合物需加热交联);
- EML 印刷,若RGB为同体系溶液,可一并印刷后真空干燥(聚合物需加热交联);
即便在没有聚合物的前提下,每层的制作最少经过打印-转移至真空腔-真空腔干燥-转移出等几个步骤。
与传统工艺相比,除去设备的增加外,印刷的时间过长亦提高了制作成本。
制作完EML后,再以蒸镀方式制作ETL、EIL和电极,完成器件封装。
在假设3个功能层真空条件且不需要Baking的条件下,则除去打印机外,额外需要设备为:
制作Bank:Slit 机器、Baking设备、真空Chamber、曝光刻蚀设备。
功能层:理想情况各功能层为同一材料体系、有相同的干燥工艺且不需要Baking交联,则需要1个真空Chamber;若三层材料体系不同、干燥工艺不同且需要Baking,则需要3个独立真空Chamber(可集成热台功能)。
废液处理和收集设备:需注意的是大部分有机良溶剂为有机溶剂,呈现一定的毒性,无法直接排放。同时较高的沸点也使得该类液体回收困难。
工艺时长
印刷为溶液法制程,一般印刷OLED器件中需要印刷1-3层,其中1-2层为共用功能层,而第三层为EML层。
耗时较长主要表现为工艺处理时间较长。以常见OLED器件为例,因为需要制作3层功能层,则需要分别进行三次打印。
为了避免溶液在低温挥发损坏喷头,一般印刷用墨水沸点在150℃-250℃以上,造成该溶液挥发困难,则在现阶段依然需要真空设备。
每次打印需要真空干燥,部分材料为了提高性能还需要烘烤。则为了打印1个OLED器件,其需要重复进行印刷-干燥-烘烤3次。干燥为低压或真空,意味这需要真空Chamber。
易耗品
对印刷打印来看,其喷头是易耗品。即便对于最便宜的Fujifilm喷头其价格也在数千至数万美金不等。
即便以研发平台为准来看,印刷OLED设备最少需要5个喷头来对应5个不同功能层,在产线上为了提高效率,对于同一功能层的印刷需要多个喷头系统进行打印,则产线上喷头使用数量在10个以上。无形中直接提高了生产成本和维护成本。

关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们