PI前清洗
PI前清洗的作用就是对需要印刷的基板进行事先的清洗,以保证在印刷时的良好效果和高的良品率。清洗前的基板上的污染物,主要来自于ITO膜层、TFT阵列等制备工艺过程,以及玻璃基板的搬运、包装、运输、存储过程。
主要的污染物有尘埃粒子、纤维、矿物油和有机油脂等油垢、氧化铝、二氧化硅等无机颗粒、制备加工过程遗留的残留物、水迹、手指印等。随着液晶显示器制备工艺的条件越来越严格,对清除玻璃基板的污染物的要求也越来越苛刻。
清洗玻璃基板的目的,一是为了除去污染物避免其对液晶显示器性能造成不良的影响,另一方面也可以起到改善玻璃基板表面性能,增加其与定向工艺中使用的PI材料之间的亲和力,使得两者之间有良好的结合性,从而保证工艺制作的精度,有利于产品的良率和性能。

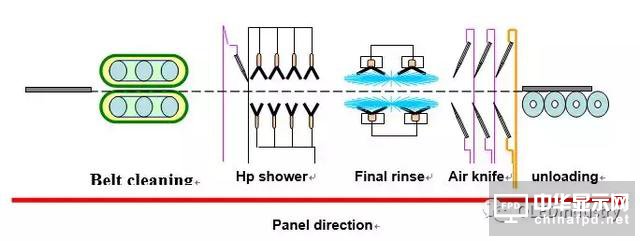
上图显示的是通常的PI前清洗设备的主要构成和工艺过程,每一个组成部分均有很重要的作用,下文将做分别介绍:
刷洗 ( Roll Brush wash)
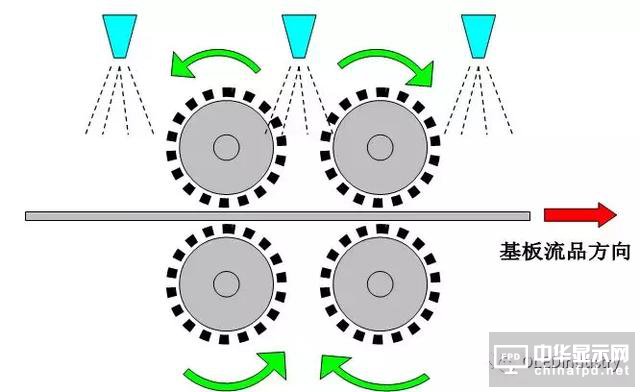
刷洗的主要目的是利用刷子与玻璃基板的之间的摩擦作用来去处污垢。对于基板玻璃上的大于5μm的无机物颗粒的去处效果非常好。一般用柔软耐磨的尼龙材料来制作刷洗使用的刷毛,每一根刷毛的直径一般在0.1mm以下。下图是刷洗装置的侧面示意图:
在刷洗的过程中我们使用的是水基性的清洗剂,以增加清洗的效果。它一般是碱性的制剂、表面活性剂等成份组成的。
水洗 (water cleaning)
目前水洗过程中,最重要的清洗过程是水气二流体清洗。二流体清洗技术是将一种高压气态流体(通常使用氮气)与一种液态流体(通常为DI水)混合后,再通过一种特殊的喷嘴--超音速喷嘴,使高压气 体与清洗液形成的液滴以超过声音在空气中的传播速度(340 米/秒)的速度喷出,当从喷嘴中喷射出的液滴喷射到运动中的被清洗物体(玻璃基板)上时,附在玻璃基板上的灰尘会被溶解剥离。此时清洗液的速度可达到1000米/秒,在被清洗物体上附着的超微小颗粒在二流体清洗液喷射时产生的冲击波作用、被清洗物体表面受到冲击时产生的振动作用、液滴沿被清洗物体表面高速喷射这三种作用的协同作用下而被去除。
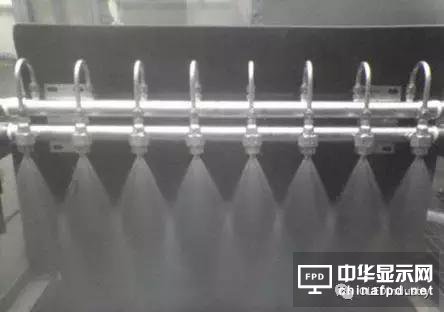
该清洗方法对于1μm~3μm的细微颗粒有着极好的去处能力,并能取得对粒径在0.1um的微细颗粒的去除率达到80%以上的效果。
针对传统的高压水清洗方式,二流体清洗有其优势。下表列出了二者的差异点:

二流体清洗技术不仅具有清除微细粒子效果好的优点,而且比一般的DI水喷射清洗用水少得多。一般取得相似的清洗效果只需1/2 ~1/10的DI水。由于DI水较昂贵,又在清洗成本中占有很大的分量,所以采用这项节水的清洗技术可使清洗成本大大降低。
红外线干燥(IR OVEN)
IR Oven的作用很简单但也非常重要和关键,目的就是为了将经过水洗的基板玻璃完全干燥,避免水汽对后续工艺的影响。

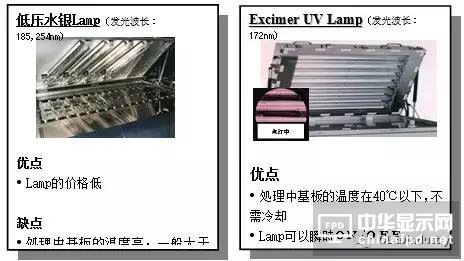
紫外线照射(Excimer UV)
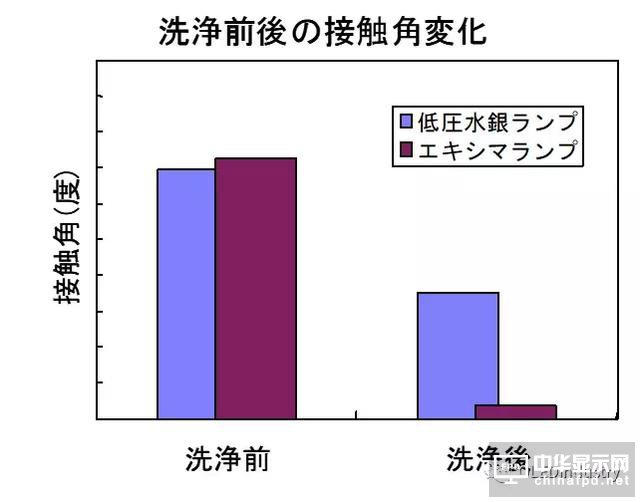
紫外线照射清洗的原理是利用UV灯,在工作时发出的短波紫外线进行清洗。紫外线是具有较高的能量,而且波长越短的紫外线能量越高。当紫外线照射到污垢上时,污垢分子吸收光能会处于高能量的激发状态并可能发生分子内的化学键断裂而分解。同时紫外线会使得基板表面的接触角大大降低,这会有利于PI的印刷。
下图是Excimer UV与高压汞灯的比较:
冷却(cooling)
虽然经过E-UV的玻璃基板的温度通常在40℃左右,但是对于PI的印刷仍然是不利的,故仍然需要冷却工艺。经过冷却工艺的处理,基板温度下降到一个合适的温度即可。
冷却工艺较为简单,主要是利用CDA或者氮气进行风冷。虽然简单,但是对于CDA或者氮气、以及设备本身仍然有着较高的要求,因为此时的基板已经完成清洗,冷却工艺不可以造成二次污染。所以对于CDA或者氮气和设备的洁净度要求很高,通常设备内部的洁净度要求要达到10级。
清洗设备构成
清洗机主体部分主要由:传送滚轴, 研磨带部分,高压喷淋部分, 最终喷淋部分,风刀等单元组成(如图)
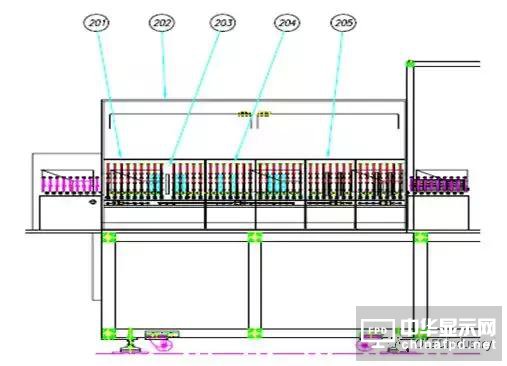
201 驱动单元 202 漂洗单元 203 研磨带清洁单元
204 高压喷淋部分 和最终喷淋部分 205 风刀
工艺流程
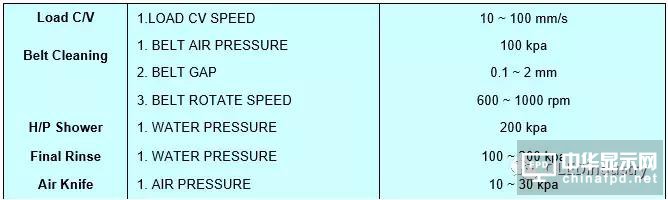
主要性能指标
独立清洗、贴片设备
产品小于3英寸,使用Dipping方式清洗、独立偏光片贴附设备完成生产。本清洗机是用来清洗产品表面,去除表面杂质并烘干,为后续贴片工序做好准备。
先利用洗剂、DIW加上超声震荡,使表面杂质脱落融入洗剂,再利用DIW加超声震荡、热烘去除表面残留的洗剂、水份等,达到清洗目的。
清洗设备构成和主要性能指标
清洗设备构成如下:
投入段 => 洗净段 => 热烘段 => 取出段
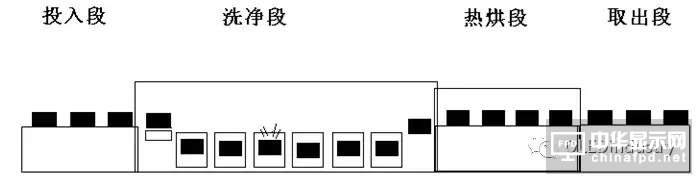
清洗机构成图
投入段:
2-3个承载位置,传感器感知工装篮有无,采用气缸升降移载方式投入,作动:Z向气缸上升 → X向气缸右移 → Z向气缸下降 → X向气缸退回原点 → 依循此方式将工装篮投入到洗净承载座上.注:本机构设有程序保护功能及SENSOR检知。
洗净段:
主要构成;承载位1个,洗剂槽2个,喷淋槽1个,洗净槽2个,慢提拉槽1个。
承载位:1个,工装篮移入承载位置之后,立刻送入后段洗剂槽。#p#分页标题#e#
洗剂槽:2个,使用洗剂(人工添加)+纯水,配超声震荡加强清洗效果,超声强度最大1800W,频率40/80kHz双频选择,洗剂槽温度设置在40-50度。
喷淋槽:1个,喷淋纯水,纯水来自后段洗净槽,喷淋时需要左右往复移动以增强喷淋效果,温度在40-50度。
洗净槽:2个,纯水,配超声震荡加强清洗效果,超声强度最大1800W,频率40/80kHz双频选择,洗剂槽温度设置在50-70度。
慢提拉槽:1个,工装篮内玻璃基板自纯水中缓慢上升利用水的表面张力将附着水珠引下,以降低含水量而加速水份蒸发。
热烘段:
热烘段构成:热烘承载位置1个,热烘工位2-4个。
洗净后的工装篮移至热烘承载位置,设备自动将其移入热烘工位,进行热烘处理,利用热风循环达到烘干水份的效果,处理温度可设置,一般在70度左右。采用气缸升降移载方式移动。
取出段:同投入段。
清洗主要工艺参数和工艺质量评价
主要工艺参数有:
节拍时间:通常360秒,可以根据实际生产需要调节。
超声强度:最大1800W,双频设置,根据实际生产效果调节选择最佳的组合。
清洗温度:洗剂槽温度设置在40~50度;洗净槽温度设置在50~70度;慢提拉槽在75度左右;热烘处理温度70度左右。生产中会根据实际清洗状况作调整。
工艺质量评价:
洗出后产品表面洁净无颗粒而且完全干燥。如果清洗不完全,需要调整清洗机的清洗条件,或者返工处理。
清洗过程中需要监控清洗剂槽的PH值,限制在一定的范围内,否则会对产品的质量有严重的影响。
切割工序
切割工序的目的
液晶面板生产过程中,会在母板上形成很多液晶盒,切割工艺的目的是将贴合固化好的玻璃基板组,分离成具有最终所需要的尺寸的单个液晶盒。
切割工艺的基本原理
利用高渗透刀轮以一定的压力和速度切割玻璃基板,高渗透刀轮进入玻璃后使玻璃产生裂纹,开始部位由于玻璃压缩力的作用产生肋状裂纹(Rib Mark),然后在玻璃内部张力作用下裂纹向下延伸产生平直的垂直裂纹(Median Crack)和水平裂纹(Lateral Crack),垂直裂纹生长到基板厚度的80%~90%,使玻璃断裂。

切割工艺的设备构成和主要性能指标
MDI MPL1300LC In-line切割机
该设备主要用于4.5代液晶显示面板(730×920mm)的快速高精度切割,把基板切割成四分之一或六分之一面板。设备通过机械臂实现自动上料,并通过标记自动对位,节距信息输入及刀头条件的程序化设定,实现自动操作能力。
该设备主要由Robot Loader,MSB1部分,旋转平台,MSB2部分,上下刀头切割机构,输出传送带等构成。
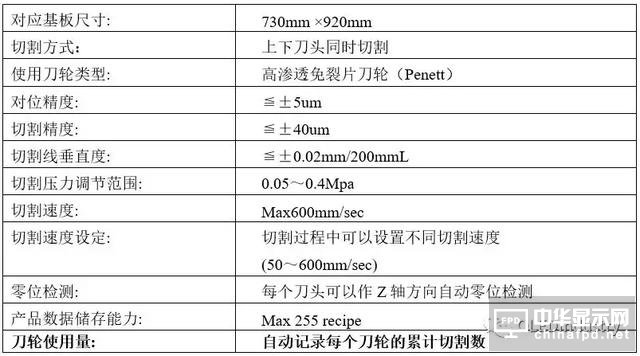
MPL1300LC主要性能指标:
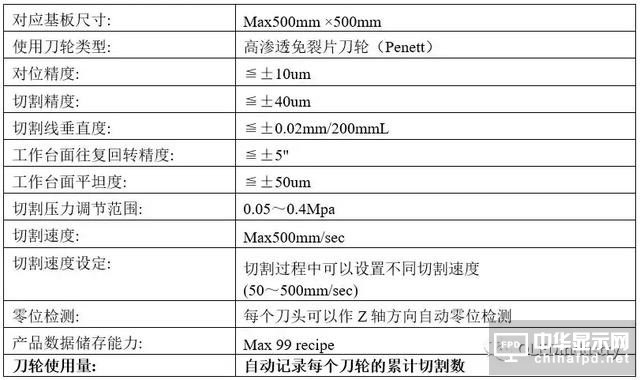
MDI MM500多刀头切割机
该设备主要用于In-line切割机切割后的四分之一或六分之一液晶显示面板的快速高精度切割,把面板切割成10英寸以下的单片玻璃。设备由人工上下料及翻转,通过标记自动对位,刀头节距信息输入及刀头条件的程序化设定,实现自动对位切割。
该设备主要由自动对位装置,多刀头切割系统,90度回转平台,控制单元,防静电装置,安全防护光栅等构。
MM500 主要性能指标:

关注我们

公众号:china_tp
微信名称:亚威资讯
显示行业顶级新媒体
扫一扫即可关注我们